シームレス鋼管の開発史
シームレス鋼管の製造には、100年近い歴史があります。ドイツのマンネスマン兄弟は、1885年に2ロールクロス圧延穿孔機を、1891年には周期式圧延機を初めて発明しました。1903年には、スイスのRCシュティーフェルが自動圧延機(トップ圧延機とも呼ばれる)を発明しました。その後、連続圧延機やパイプジャッキング機などの様々な拡張機械が登場し、現代のシームレス鋼管産業が形成され始めました。1930年代には、3ロール圧延機、押出機、周期式冷間圧延機の使用により、鋼管の種類と品質が向上しました。1960年代には、連続圧延機の改良と3ロール穿孔機の登場、特に張力低減圧延機と連続鋳造ビレットの成功により、生産効率が向上し、シームレス鋼管と溶接鋼管の競争力が高まりました。 1970年代には、シームレス鋼管と溶接鋼管が歩調を合わせ、世界の鋼管生産量は年間5%以上の割合で増加した。1953年以来、中国はシームレス鋼管産業の発展を重視し、当初はあらゆる種類の大小さまざまなパイプを圧延する生産システムを構築した。一般的に、銅管もビレットのクロス圧延と穿孔の工程を採用している。
シームレス鋼管の用途と分類
応用:
シームレス鋼管は経済的な断面形状の鋼材であり、国民経済において非常に重要な役割を果たしています。石油、化学工業、ボイラー、発電所、船舶、機械製造、自動車、航空、宇宙、エネルギー、地質、建設、軍事産業など、幅広い分野で利用されています。
分類:
①断面形状による分類:円形断面管と特殊断面管。
②材質による分類:炭素鋼管、合金鋼管、ステンレス鋼管、複合管。
③接続方式による分類:ねじ込み接続パイプと溶接パイプ。
④ 製造方式による:熱間圧延(押出、ジャッキアップ、拡張)パイプと冷間圧延(引抜き)パイプ。
⑤用途に応じて:ボイラー管、油井管、パイプライン管、構造用管、化学肥料管。
シームレス鋼管の製造技術
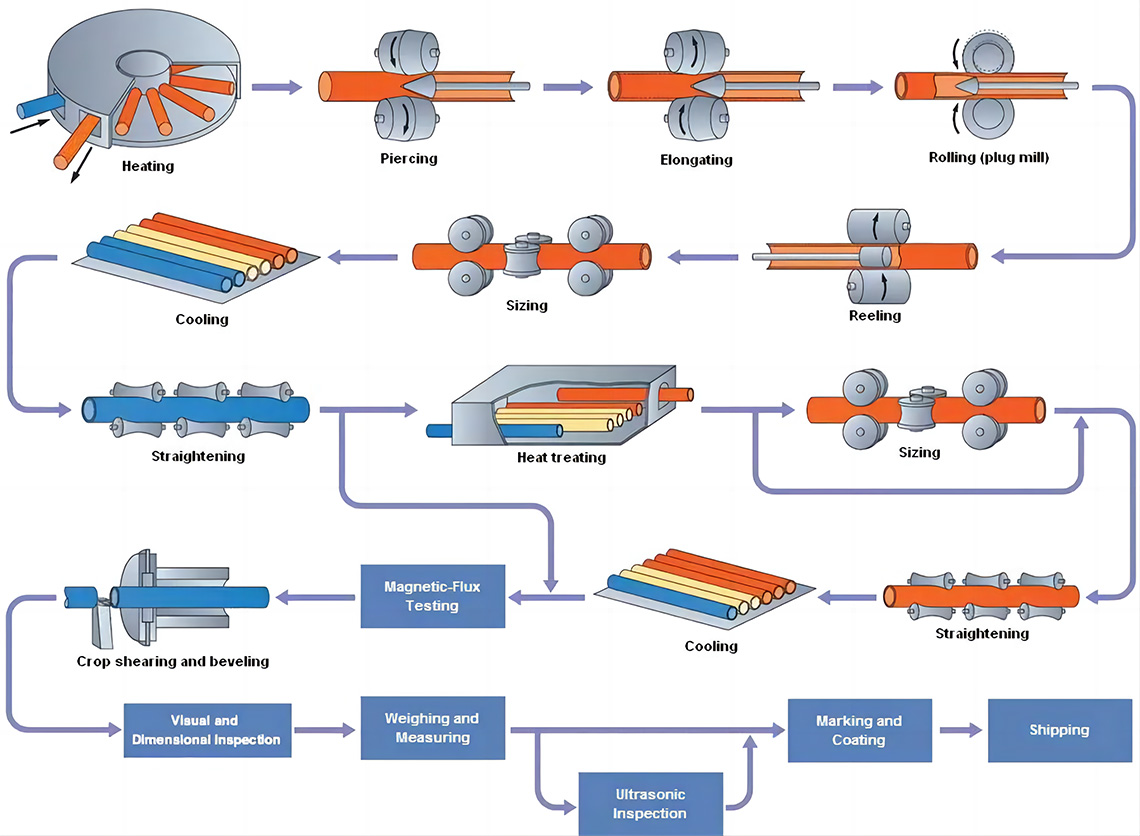
① 熱間圧延シームレス鋼管の主な製造工程(主な検査工程):
チューブブランクの準備と検査 → チューブブランクの加熱 → 穿孔 → チューブの圧延 → 生チューブの再加熱 → サイジング(縮小) → 熱処理 → 完成チューブの矯正 → 仕上げ → 検査(非破壊検査、物理的および化学的検査、ベンチテスト) → 倉庫保管。
②冷間圧延(引抜き)シームレス鋼管の主な製造工程
ブランクの準備 → 酸洗と潤滑 → 冷間圧延(絞り加工) → 熱処理 → 矯正 → 仕上げ → 検査。
熱間圧延シームレス鋼管の製造工程フローチャートは以下のとおりです。
投稿日時:2023年9月14日